电 话:131-94966689
电 话:180-30898730
传 真:028-84635893
网 址:www.cdza2.com
地 址:成都市龙泉驿区西河镇广益西路419号
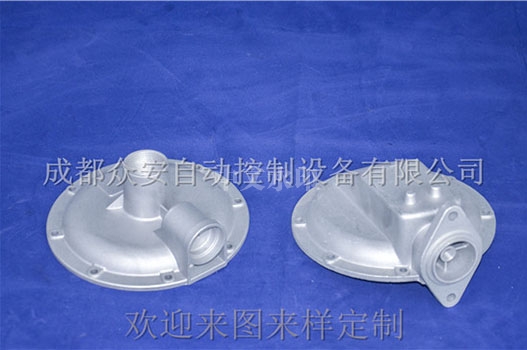
铝合金铸件是通过铝铸造这一生产方式制作而成的零件,是行业上使用广泛的一种,铝翻砂、铝铸造、低压铸铝等都是非常不错的选择。铝合金铸件铸造过程中,经常会遇到氧化夹渣的情况,介质大部分都是分散在铝铸件的表面上,还有一些是分布在不能够同期的转角位置上,端口的地方太多会呈现黄色或者灰白色。
经过机械加工的时候可以看出来,可以在酸洗或者碱洗的时候找到发生这种情况的原因。一方面是因为炉子里面的用料不够干净,回炉料的用量过于偏大;另一方面可能是设计浇注系统不太合理;或者是铝铸造合金溶液中的渣清理的不够干净,在进行浇注的时候有可能会因为操作不规范导致渣也带进去了;在变质处理后防止时间过长。
想要有效的解决这类问题,需要掌握合理的规范浇注速度,尽量避免将气体一起卷入到里面去;在芯砂里是不可以混杂有机物质的,这样可以降低材料的发气量;改善芯砂的排期功能;另外还要合理选用好的冷铁,改良浇注系统设计的缺陷,这样才能解决上述问题。
铝合金铸件焊接往往会用到补焊工艺,主要是对补焊的铝产品部位进行复查,铝铸件缺陷的应采用机械清理干净。铸铝补焊前需要进行铝铸件的预热。铝铸件补焊前是否预热取决于铸件材料、待补焊部位的壁厚及其所处的加工阶段。
当待补焊部位的壁厚大于10mm时,铝合金铸件一般需进行整体或局部预热。对不能进行热处理强化的铝合金铸件,预热温度不高于 150℃,保温时间不超过2h.对可进行热处理强化的铝合金铸件,预热温度不超过其时效温度,保温时间不超过2h。